Explication détaillée du processus de fabrication des rangements en métal: 8 étapes clés de la conception à la livraison
Temps de libération:2026-02-18
Visites:315
En tant qu'élément essentiel dans les scénarios de bureau modernes, le processus de fabrication des dossiers intègre de multiples processus tels que le traitement des métaux, la conception structurelle et le traitement de surface. Prenant les dossiers métalliques comme exemple, cet article va systématiquement décomposer les huit étapes de base de l'ensemble du processus de production pour aider les lecteurs à comprendre de manière complète la logique de fabrication de ce produit industriel.
Etape 1: Planification des besoins et conception industrielle
Avant le début de la fabrication, il faut compléter une étude de marché pour clarifier les exigences de charge des clients, les scénarios d'utilisation et les niveaux de sécurité des dossiers. Sur la base des données, les ingénieurs utilisent un logiciel de modélisation 3D pour dessiner des dessins précis, définir les normes de matériau et de tolérance pour chaque composant et prêter une attention particulière aux détails qui affectent directement l'expérience utilisateur, tels que la structure des rails de tiroir et la position des serrures.
Étape 2 : Dépistage et gestion des matières premières
Les tôles d'acier laminées à froid sont le matériau préféré en raison de leur haute résistance et de leur forte résistance à la corrosion. L'épaisseur des feuilles varie généralement de 0,8 à 1,2 mm. Les fournisseurs sont tenus de fournir des matériaux métalliques respectueux de l'environnement qui répondent à la norme RoHS. Le département des achats doit vérifier les rapports d'essai de résistance à la traction des matériaux et mettre en œuvre une gestion traçable pour les lots d'inventaire.
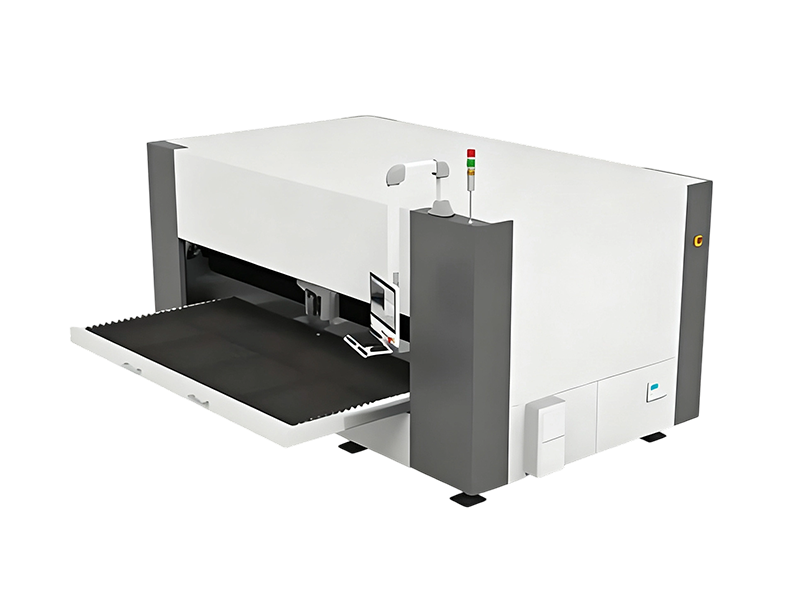
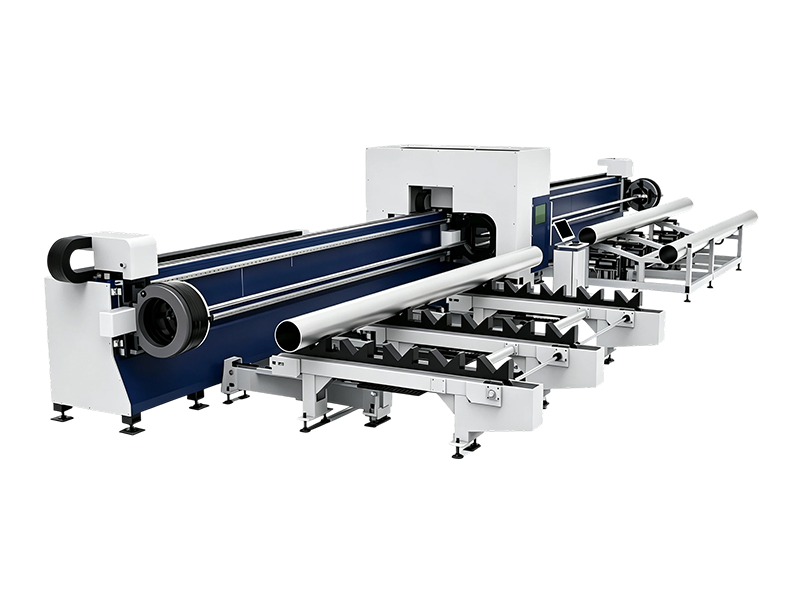
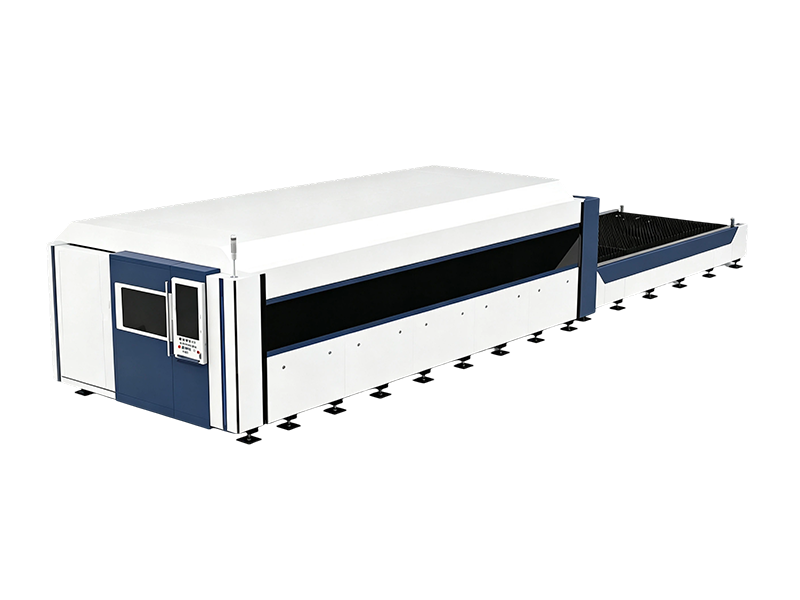
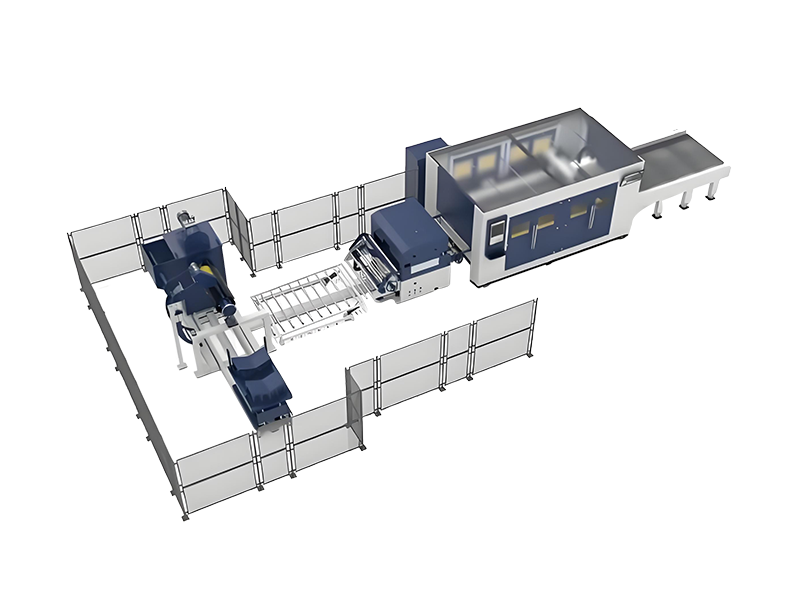
Étape 3 : usinage et formage de précision
L'équipement de coupe laser divise les tôles en composants tels que la plaque supérieure et les plaques latérales, avec une précision contrôlée à ±0,1 mm. Un processus de pliage à 90° est complété par une machine de pliage CNC et le réglage de la valeur de pression du moule doit se référer aux paramètres de ductilité des tôles. Pour les pièces structurelles spéciales telles que les trous de verrouillage et les rainures de rail, l'équipement d'estampage multi-station est utilisé pour la formation par lots.
Etape 4 : Traitement de surface
Les pièces métalliques traitées doivent passer par des processus de dégraissage et de décapage pour enlever la couche d'oxyde, puis entrer dans la ligne de traitement de phosphation pour former un film protecteur de phosphate de 5 à 8 μm. La technologie de pulvérisation électrostatique de poudre est utilisée pour recouvrir un revêtement en résine époxy. Après le durcissement à une température élevée de 200°C, l'adhésion de surface peut être augmentée de plus de 60%, et les temps de résistance à l'usure peuvent dépasser 5000 fois les essais de laine d'acier.
Etape 5: Contrôle de la qualité de l'assemblage
Une équipe professionnelle d'inspection de la qualité utilise des outils tels que des étriers et des scanners 3D pour vérifier le taux de qualification dimensionnelle des pièces. La chaîne d'assemblage finale adopte un mode de fonctionnement modulaire et les processus tels que la soudure du cadre de l'armoire, le nivelage des glissières et l'installation des serrures sont achevés en séquence. L'essai de glissement du tiroir exige qu'il n'y ait pas de blocage après 5000 fois d'ouverture et de fermeture.
Étape 6 : Tests et vérifications multiples
Les produits finis doivent passer un système d'essai à trois niveaux: l'essai fonctionnel couvre la charge du tiroir (≥100 kg) et la stabilité d'inclinaison; l'essai structurel comprend une simulation de résistance au tremblement de terre de 6 niveaux; l'inspection de la qualité de l'apparence utilise des sources lumineuses multi-angles pour identifier les défauts de revêtement. Toutes les données sont saisies dans le système de traçabilité de la qualité.
Étape 7: Solution d'emballage intelligente
L'emballage anti-collision utilise une structure composite de coton perle EPE et de papier ondulé, et des protecteurs d'angle PP sont ajoutés aux coins. En fonction de la différence de distance de transport, une couche anti-humidité sous vide devrait être ajoutée à l'emballage de fret maritime et la conception résistante à la compression de la palette inférieure devrait être renforcée pour l'emballage de fret terrestre pour s'assurer que le taux de qualification de débattement reste supérieur à 99% après un transport de 6000 km.
Étape 8 : Support de service à cycle complet
Le fabricant doit fournir des conseils vidéo d'installation et des services d'approvisionnement en accessoires. La période de garantie couvre un engagement de maintenance de 5 ans pour les pièces matérielles et un engagement de maintenance de 3 ans pour le revêtement. Pour les clients finaux B, les accessoires à valeur ajoutée tels que les étiquettes de gestion d'archives et les diviseurs de partition peuvent être personnalisés.
Tout au long du processus de production, l'usine doit appliquer strictement le système de gestion environnementale ISO14001 pour s'assurer que le taux de recyclage des eaux usées d'électrophorèse atteint 85% et l'efficacité de purification des fumées de soudage dépasse 98%. Grâce au système ERP, le contrôle numérique de l'ensemble du processus, de l'achat des matières premières à l'expédition et à la livraison, est réalisé, équilibrant efficacement les coûts de production et les exigences de qualité.
La chaîne de fabrication des dossiers métalliques démontre le fonctionnement raffiné de la fabrication moderne. La sélection de la technologie dans chaque maillon affectera directement la durée de vie du produit et l'expérience utilisateur. La compréhension de ces détails du processus aide les acheteurs à évaluer la qualité du produit de manière plus professionnelle et fournit un chemin de référence pour l'optimisation de la technologie de production pour les praticiens de l'industrie.






 English
English  中文
中文  Arabic
Arabic  Russian
Russian  Spanish
Spanish  Portuguese
Portuguese  French
French  German
German  Hindi
Hindi  Thai
Thai  Vietnamese
Vietnamese  Khmer
Khmer  Italian
Italian  Turkish
Turkish  Korean
Korean  Belarusian
Belarusian